金屬注射成型(MIM)賦予了設計師極大的自由度,但要充分發揮其優勢,必須理解「粉末流動」與「燒結收縮」的物理特性。遵循以下五大設計原則,將能確保您的產品具備最佳的量產穩定性與機械強度。
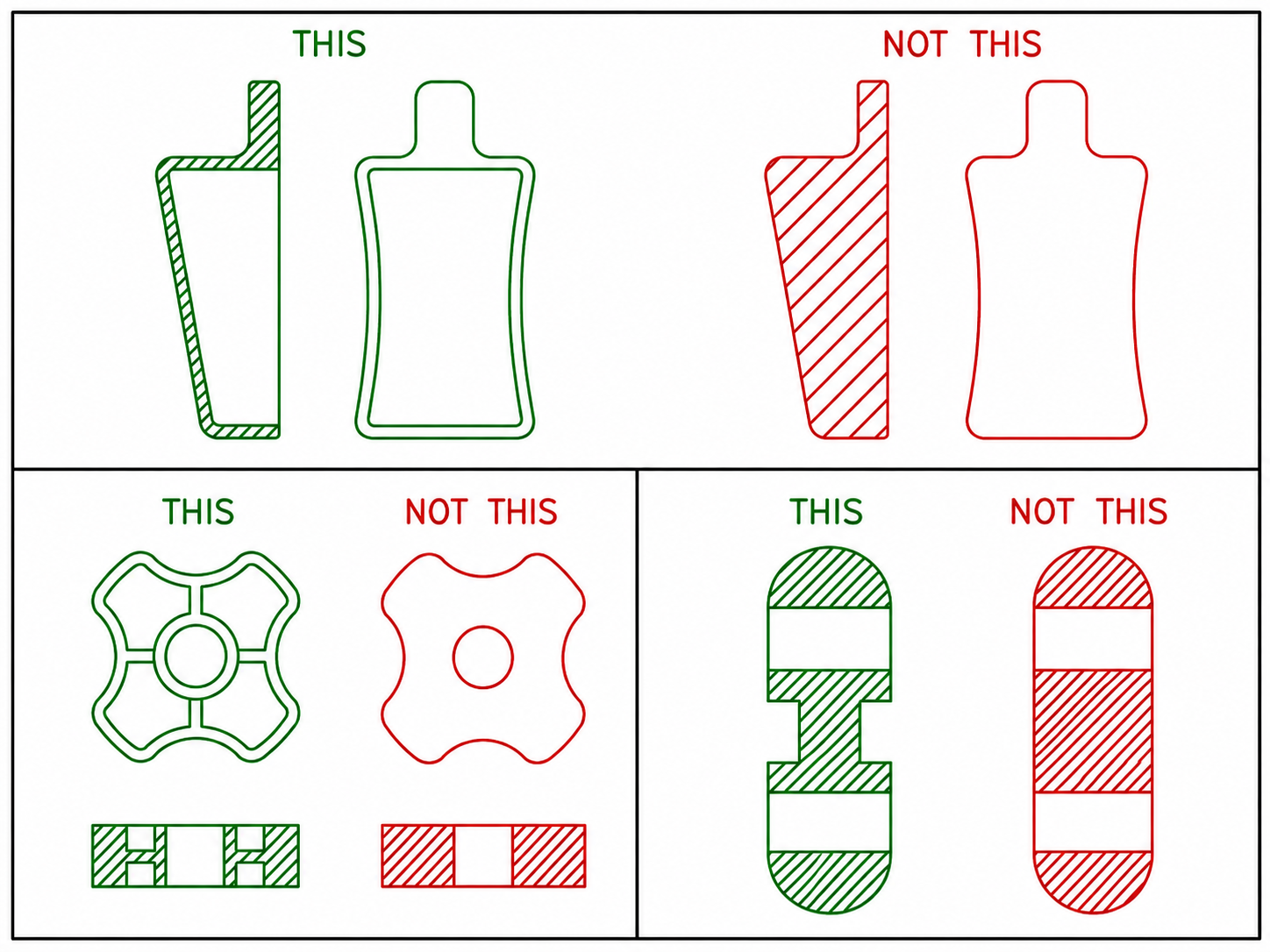
這是 MIM 設計的首要黃金法則。在脫脂與燒結過程中,壁厚不均會導致加熱與冷卻速率的差異,進而產生內部應力、翹曲變形或表面凹陷(Sink Marks)。
最佳壁厚應控制在 0.5mm 至 5.0mm 之間。
若設計需要厚重結構,請採用「掏料」(Coring)設計,利用肋條(Ribs)來補強強度,而非增加實體肉厚。這不僅能保持壁厚均勻,還能節省昂貴的材料成本並縮短脫脂時間。
(Draft Angles) 為了確保生胚(Green Part)能順利從模具中脫離,所有垂直於分模面的特徵表面都必須設置拔模角。
一般建議 0.5° 至 1° 的拔模角。對於表面有咬花(Texture)或複雜芯棒的區域,可能需要更大的角度。忽略此點將導致頂出時零件產生拉痕或微裂紋。
MIM 餵料在模具內流動時類似於液體。尖銳的內角會阻礙流動,造成充填不完全或在燒結後成為應力集中點(Stress Concentrators),導致零件斷裂。
在所有角落設計圓角(Radius)。建議最小圓角半徑為 0.1mm。圓角不僅有助於模具充填,還能顯著提升成品的結構強度。
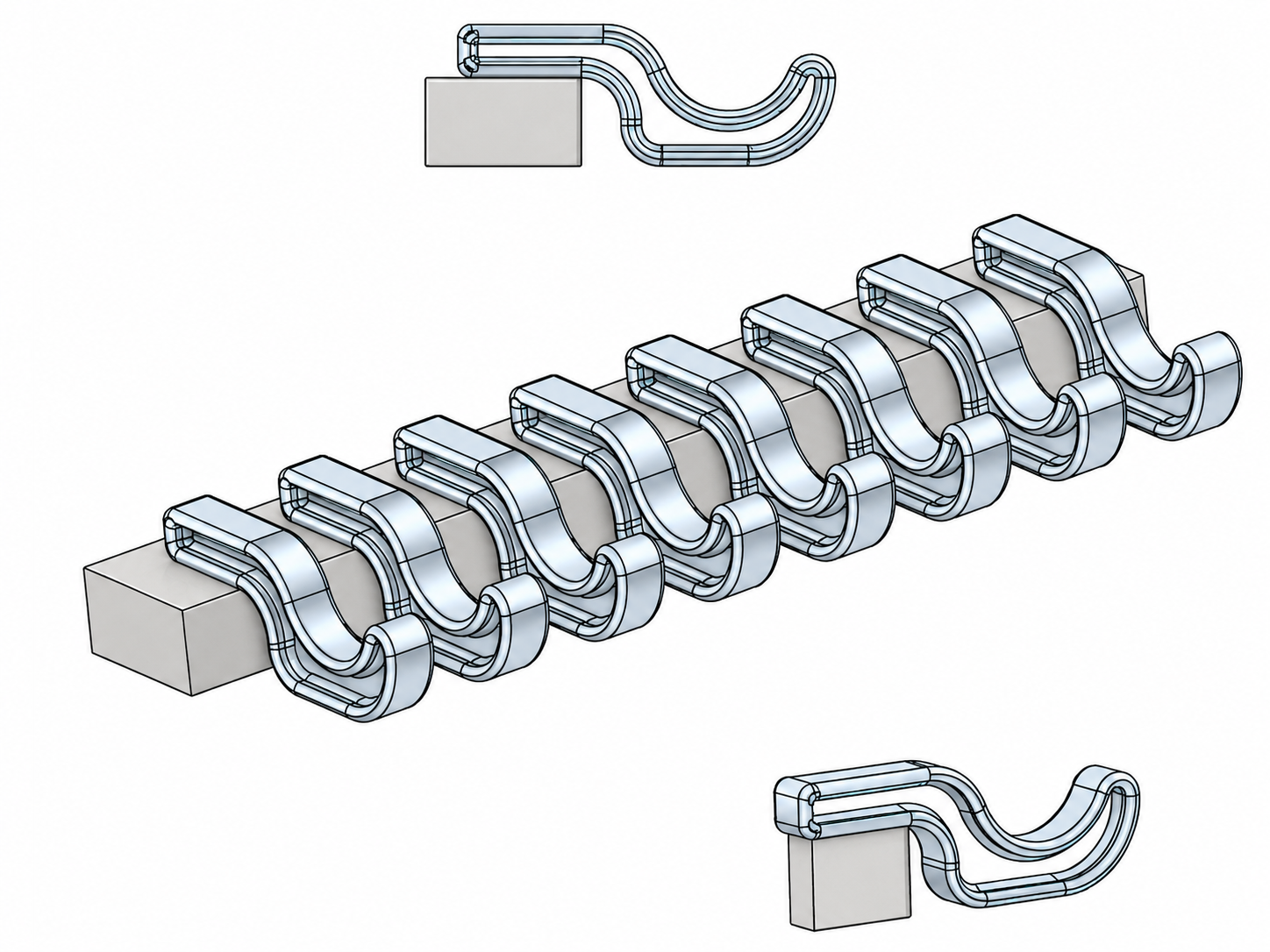
生胚在燒結爐中高溫軟化時,會像「軟泥」一樣容易受重力影響而變形。
設計時應盡量保留一個大的平面作為燒結基準面,以便零件能穩定放置於燒結承燒板上。若零件幾何形狀特殊(如圓弧底),則需額外製作專用的陶瓷定型治具(Setter),這將增加生產成本。
澆口是原料進入模具的入口,會留下微小的痕跡。設計時需考慮澆口對外觀與尺寸精度的影響。通常我們會將澆口設置在非功能面或可透過後加工去除的位置。請在圖面上標註「不可設置澆口區域」,以便模具工程師進行流道設計。
遵循上述原則,不僅能提升 MIM 零件的尺寸精度(通常可達 ±0.3%),更能確保大批量生產時的品質一致性。